
Производство оборудования из стеклопластика
Производство оборудования из стеклопластика – тема, которую часто преподносят как что-то простое и очевидное. И вроде бы так, все технологии отработаны, материалы доступны. Но на практике все гораздо сложнее. Часто слышу от новых партнеров: 'Это же просто стеклопластик, разве что смолу и стекловолокно смешать?'. Понимаю, что это поверхностное понимание. Просто сейчас столько разных предложений, столько производителей, что легко запутаться. Решил поделиться своими мыслями и опытом, возможно, кому-то пригодится, а может, и заставит задуматься.
Первые шаги: выбор материалов и технологий
Начало всегда самое сложное. Вопрос не в том, что выбрать – смолу эпоксидную или полиэфирную, какой тип стекловолокна использовать. Дело в понимании того, для какой конкретно задачи нам нужно это оборудование. Какая рабочая среда, какие нагрузки, какие требования к износостойкости и химической стойкости? Это определяет выбор не только смолы и волокна, но и добавок, наполнителей, а иногда даже и принципиально новый технологический процесс.
Мы в ООО Шаньдун Дахуа Новые Материалы Группа (https://www.sddhxcl.ru) начинали с простых корпусов для оборудования, но быстро поняли, что для сложных конструкций нужны более серьезные материалы и процессы. Сейчас мы активно используем различные типы смол, включая винилэфирные, для повышения термостойкости. И, конечно, уделяем большое внимание качеству стекловолокна – разные его типы имеют разную прочность и гибкость.
Нельзя недооценивать важность адгезионной обработки. Даже самые дорогие материалы не дадут желаемого результата, если поверхность плохо подготовлена. Правильная обезжиривание, травление, нанесение праймеров – это не просто формальность, а гарантия надежного соединения слоев.
Роль адгезивов в процессе производства
Мы часто сталкиваемся с проблемами адгезии, особенно при склеивании различных материалов – стеклопластика с металлом, например. Выбор адгезива – это отдельная наука. Он должен обладать высокой адгезией к обоим материалам, устойчивостью к воздействию рабочей среды и, конечно, соответствовать требованиям по термической расширяемости.
Помню один случай – заказчик хотел использовать простой полиэфирный адгезив для склеивания стеклопластикового корпуса с алюминиевой рамой. В итоге, через несколько месяцев эксплуатации возникли трещины в месте соединения. Пришлось переделывать, используя более специализированный адгезив с улучшенной адгезией и термостойкостью.
Важно понимать, что не существует универсального адгезива. Каждый случай требует индивидуального подхода и тестирования. Иногда даже незначительное отклонение от рекомендованных режимов нанесения или отверждения может привести к серьезным проблемам.
Основные этапы производства: от раскроя до отверждения
Сама технология изготовления из стеклопластика включает в себя несколько ключевых этапов: раскрой материалов, формовка, напыление смолы, отверждение и, при необходимости, дополнительная обработка. Каждый из этих этапов требует строгого контроля и соблюдения технологических регламентов.
Раскрой можно производить как вручную, так и с помощью автоматизированных раскройных комплексов. Автоматизация, конечно, позволяет повысить точность и эффективность, но требует больших инвестиций.
Формовка может осуществляться различными способами: вакуумная инфузия, прессование, литье под давлением. Выбор метода зависит от сложности конструкции, объема производства и требуемых характеристик изделия.
Вакуумная инфузия: преимущества и недостатки
Мы активно используем вакуумную инфузию для производства сложных деталей. Этот метод позволяет получить изделия с высокой плотностью и минимальным содержанием воздуха, что положительно сказывается на их прочности и качестве.
Однако, вакуумная инфузия требует специального оборудования и квалифицированного персонала. Неправильная настройка процесса может привести к образованию дефектов, таких как пузыри или пористость. Поэтому очень важно тщательно контролировать все параметры: давление в вакуумной камере, скорость подачи смолы, температуру.
Недавно мы столкнулись с проблемой образования пористости в изделиях, изготовленных методом вакуумной инфузии. Пришлось пересмотреть процесс инфузии, увеличить время выдержки смолы и оптимизировать траекторию подачи воздуха.
Проблемы и решения: что стоит учитывать при производстве
В процессе производства стеклопластиковых изделий неизбежно возникают различные проблемы. Это может быть деформация изделий при отверждении, образование трещин, проблемы с адгезией, некачественное покрытие и т.д. Важно не паниковать и искать решения. Большинство проблем можно решить, оптимизировав технологический процесс, используя более качественные материалы или применяя дополнительные методы обработки.
Одной из распространенных проблем является деформация изделий при отверждении. Особенно часто это происходит при производстве больших и сложных деталей. Для предотвращения деформации можно использовать специальные формы, применять температурный контроль в процессе отверждения или добавлять в смолу специальные добавки, которые снижают ее вязкость.
Кроме того, важно уделять внимание вентиляции помещения, где производится отверждение. При отверждении смолы выделяются вредные вещества, которые могут быть опасны для здоровья. Поэтому необходимо обеспечить хорошую вентиляцию и использовать средства индивидуальной защиты.
Контроль качества: гарантия надежности продукции
Контроль качества на всех этапах производства – это залог надежности продукции. Мы используем различные методы контроля, включая визуальный осмотр, ультразвуковой контроль, рентгеновский контроль и другие. Каждый этап должен проходить тщательный контроль, чтобы выявить и устранить возможные дефекты.
Особенно важно проводить контроль качества после отверждения. В этот момент можно выявить скрытые дефекты, такие как трещины, пористость или неполное отверждение. Использование ультразвукового контроля позволяет обнаружить даже самые незначительные дефекты.
Мы в ООО Шаньдун Дахуа Новые Материалы Группа используем систему контроля качества, соответствующую международным стандартам. Это позволяет нам гарантировать, что наша продукция соответствует требованиям наших клиентов.
Современные методы контроля качества стеклопластика
Мы постоянно совершенствуем методы контроля качества, внедряя новые технологии. Например, мы используем термическое моделирование для прогнозирования деформаций изделий при отверждении. Это позволяет нам оптимизировать технологический процесс и снизить количество брака.
Кроме того, мы активно используем компьютерное моделирование для анализа прочности и долговечности изделий. Это позволяет нам разрабатывать более надежные и долговечные конструкции.
Важно понимать, что контроль качества – это не только проверка готовой продукции, но и постоянный мониторинг технологического процесса. Только в этом случае можно гарантировать высокое качество продукции.
В заключение хотелось бы сказать, что производство оборудования из стеклопластика – это сложный и многогранный процесс, требующий знаний, опыта и постоянного совершенствования. Не стоит недооценивать важность качества материалов, точности технологических процессов и тщательного контроля качества. Только так можно получить надежную и долговечную продукцию, которая будет соответствовать требованиям наших клиентов.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
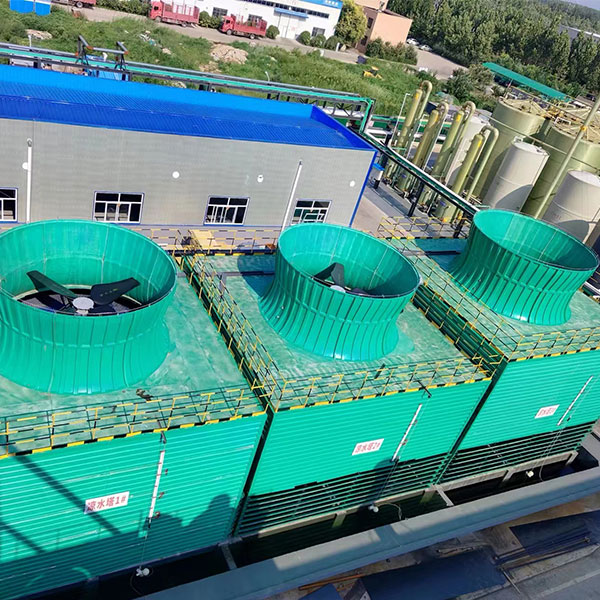 Градирня
Градирня -
 Резервуар для хранения PPH
Резервуар для хранения PPH -
 Оборудование для мокрого электрофильтра
Оборудование для мокрого электрофильтра -
 Резервуар для соляной кислоты из стеклопластика
Резервуар для соляной кислоты из стеклопластика -
 Абсорбционно-промывочная колонна FRP
Абсорбционно-промывочная колонна FRP -
 Абсорбционная колонна для отходящих газов FRP
Абсорбционная колонна для отходящих газов FRP -
 Резервуар для хранения жидких щелочей из стеклопластика (FRP)
Резервуар для хранения жидких щелочей из стеклопластика (FRP) -
 Горизонтальный резервуар для хранения из стекловолокна
Горизонтальный резервуар для хранения из стекловолокна -
 Дымоход из стеклопластика
Дымоход из стеклопластика -
 Реактор ФРП
Реактор ФРП -
 Резервуар для перемешивания PPH
Резервуар для перемешивания PPH -
 Испарительный конденсатор
Испарительный конденсатор
Связанный поиск
Связанный поиск- Высокоглиноземистые кирпичи для Печи Мангейма
- Производители оптовых стеклопластиковых труб
- Цена стеклопластиковой трубы в Китае
- Производители армированных стекловолокном пластиковых перекрестноточных градирен в Китае
- Завод по производству труб из армированного стекловолокном пластика
- Производители резервуаров из армированного стекловолокном пластика
- Завод по производству стеклопластиковых труб большого диаметра
- Производители разгрузочных охладителей для сульфата калия
- Производители оптовых резервуаров для хранения жидкого аммиака
- Оптовые цены на воздуховоды из армированного стекловолокном пластика FRP
-


-
-


WhatsApp

-


WeChat
